So, in previous lectures, you’ve heard about our propellants and our designs. Now, it's time to learn how to turn raw materials and cad drawings into actual objects

Shops
These are the spaces on campus where we work to machine parts. Some of this might be old information, but generally this is where we go for machining.
- N51 (Milkdrop Shop & Area 51)
- Run by Pat and occasionally student mentors
- Open during normal business hours and sometimes after hours
- Can machine any material we need for solid propulsion here
- Gelb (Beneath Unified Lounge, Building 33)
- Run exclusively by Todd (professional machinist and invaluable resource)
- Only open during business hours
- Can machine any material we need for solid propulsion here
- The Deep (Basement of Building 37)
- Run by student mentors
- Open during posted open hours, plus 24/7 access with a trained mentor (many of these exist on Rocket Team)
- Can only machine "cleaner" materials (aluminum, steel, certain plastics, no graphite and no phenolic)
- New Lab (Building 17)
- Open to any Rocket Team member 24/7
- Many hand tools and small power tools, no big machines
Three of the big tools we use are lathes, mills, and bandsaws.
Lathe
Lathes are best for making parts with rotational symmetry. They spin the stock, and we bring cutting tools into the piece at various locations to cut away our part. Since our rocket is a cylinder, we make most of our parts on this machine.

Machining an Example Part:
- Cut 4.25"-4.5" diameter aluminum round stock to 5" long on the horizontal bandsaw
- Put cut piece in lathe chuck, ensure at least 3.2" is sticking out past the jaws, to allow for machining of the entire 3.622" OD (outer diameter) section
- Put the drill chuck in the lathe tailstock and put a large center drill in the drill chuck (just has to be smaller than the first drill bit you will use)
- Put the left-hand turning tool on the tool post and tighten it down
- Set your spin speed every time you switch tools
- In most shops, ask the shop manager for help with what speed you should use
- In the Deep, check one of the feeds and speeds charts (Be sure to use the right section for drilling vs milling/turning)
- Face off the piece
- Approach the outside edge of the part in the Z direction (the long axis of the machine) VERY SLOWLY until you see chips start to fly off the part
- Bring the tool to the center of the part, then back out until it is no longer touching the part
- Move the tool in by ~0.020"
- Bring the tool in to the center and back out again
- Repeat (c) and (d) until the entire face looks smooth and uniform
- Drill a small, shallow hole with the center drill in the face of the part
- Bring the tail stock closer to the part until the drill bit is within 4"-8" of the face
- Turn the bigger lever until the tail stock doesn't move when pushed
- Put some cutting fluid on the drill bit
- Use the dial on the back to slowly approach the part with the drill bit
- Once the bit contacts the face, go in slowly, backing the bit out slightly every turn to allow chips to clear
- Switch to a larger drill bit, probably 1/4"
- Drill all the way through the part
- With bigger drill bits and longer holes, you will need to apply cutting fluid to both the drill bit and hole, and back out the drill bit all the way every inch or so to reapply
- Continue moving up in drill bit sizes until you reach a 2" ID (inner diameter) hole, or run out of drill bits
- Switch your tool post tool to a boring bar (as big as you can fit in the hole you just drilled, bigger bars vibrate less which is good for precision machining)
- Zero the tool
- Touch the tool very lightly against the flat face, set Z to 0.0000"
- Touch the tool very lightly against the inside surface, set X to your drill bit size
- Preferred method: lathe programming
- Ask the shop manager or an experienced mentor to help you set up a program that will run automatically and remove the material inside the part
- This is preferred because inside turning is quite difficult, you can't see what you're doing and have to basically run blind, relying on the DRO (digital readout) to tell you exactly where your tool is
- Last resort (please do not): Manual inside turning
- Use the boring bar to remove the stock inside the part in 0.020" passes
- Turn 2.5750" of depth to 2.4767" ID, then turn 1.2750" of depth to 2.7500" ID, then use the Do One function to chamfer from 1.2750" to 2.5750" at a -6 degree angle (angles on a lathe are measured with zero being the z-axis and positive angles toward the machinist)
- Finally, turn 0.0750" of depth to 3.5220" ID
- Switch the tool post back to a turning tool and zero it
- Turn down the outer surface of the part
- This can be done with either programming or manual turning
- For manual turning, simply turn 3.1840" of the part to 3.6220" OD
- Add O-ring grooves
- Switch to the grooving tool and zero it with the +Z side at zero (zero the -Z side then measure and add the tool width)
- Note: the grooving tool should only cut in the X direction, never the Z
- Assuming a 0.115" width grooving tool, make 4 cuts to a depth of 3.4030", one each at Z = -0.1600", -0.2320", -0.5470", and -0.6190"
- Take the part out of the lathe chuck, turn it around, and re-chuck it in the jaws
- Switch to the turning tool and zero it
- Bring the stock down to length
- Face off the part in 0.020" passes until the part reaches 4.1526" in length
- Turn the outer surface to dimension
- Turn the OD to 4.2500"
- Use the Do One feature to chamfer from the face to a depth of 0.7186" at a +15 degree angle
- Switch to the boring bar and zero it
- Use a program to turn the remainder of the inside to the right dimensions
- Alternatively (but don't), turn a depth of 2.5776" to 2.1545" ID, then use the Do One feature to chamfer from the face to a depth of 2.5776" at a -15 degree angle
Milling Machine
The mill is useful for fine details in parts, and most can be programmed through CNC. The tool bit is above, and can move up and down, and the part is placed on a platform that moves on two axis, resulting in three axes of movement. We can attach a tool called a radial indexer to a mill, which allows for holes to be drilled at precise angles.


Machining an Example Part:
(Continued from above)
- Chuck a small metal rod in the radial indexer (we will assume the radial indexer is already set up and square)
- Put the drill chuck in the mill spindle
- Put an edge finder in the drill chuck
- Set the speed by asking a shop manager or using the feeds and speeds chart in the deep
- Turn the mill on and use the edge finder to touch off one of the curved sides and use that data to determine Y zero for the indexer
- When the edge finder stops wobbling, just before it shoots off to the side, is where you want to set it
- Use half of the rod diameter plus half the edge finder diameter to find the center of the rod and set that as Y zero
- Chuck the turned part in the radial indexer on the mill
- Turn the mill on and use the edge finder to touch off one of the curved sides and use that data to determine X zero for the part
- Similar process as setting Y zero, but we want X zero to be the edge of the part instead of the center of the part
- Put a center drill in the drill chuck
- Determine how much the radial indexer rotates
- A good test is to turn the handle until the chuck rotates by 45 degrees and count the number of turns that takes
- Do some math to figure out which holes will let you turn the part by 30 degrees at a time
- You can use the two metal things on the plate with holes to set a certain interval
- Put the handle's pin in a hole on the plate to fix it in place
- Drill 12 shallow holes at 30 degree intervals (make sure to use cutting fluid)
- Switch to a 0.2500" drill bit and drill 12 holes to a depth of 0.375" where you drilled the shallow holes
- To zero the drill bit Z axis, simply touch it gently to the top of the part while the mill is not spinning and zero the Z axis on the DRO
- You can use the hard stop mechanism to stop the drill once you drill to 0.375"
Bandsaw
The bandsaw is a pretty simple tool. Its just a saw that chops at a consistent rate downwards, and we use it to cut our stock to size.

IMPORTANT:
Machine shops are inherently VERY DANGEROUS
At the bare minimum, you will need:
- A shop buddy (to call MIT EMS in case of emergency)
- Personal Protective Equipment (PPE) (to hopefully prevent the need to call MIT EMS)
Please ask questions first before doing anything you are unsure about or feel uncomfortable doing. There are many Rocket Team members who have been doing this machining thing for a while and can answer your questions or direct you to the right resource.
Thoughts like “I just need to finish this part real quick, it’ll take two seconds and I don’t need a shop buddy/safety glasses” CAN and WILL KILL you.
Don't end up in one of Todd's stories.
Shop use is a privilege, not a right, and shops can very easily revoke access of any individual doing something unsafe, or of the whole team.
Materials
When we buy materials, we usually get extruded rods that need to be cut to size for use. We usually use the horizontal bandsaw to cut stock to size. We do this for aluminum and graphite, but not for phenolic, a type of fiberglass that comes in sheets and blocks. Since it doesn't come as extruded material, we use a laser cutter/waterjet instead. We never cut our stock exactly to size. Instead, we always leave a little extra to correct during manufacturing. You can always cut away extra material, but you can't add missing material. Additionally, the lathe and milling machine are extremely precise and bandsaw cuts/epoxied phenolic cannot achieve such precision.




Assembly
Once all the individual parts are made, we have to assemble them. Our parts are attached to each other and the rocket with one of two ways. The first is by gluing. We use an RTV silicone gasket maker that can handle high temperature. We also use bolts, usually with metal components. Before assembling, you must be sure to double check measurements, and make sure everything is within tolerances. Also make sure to dry fit your parts. Make sure they fit together before you start gluing, otherwise you're going to have a bad time.
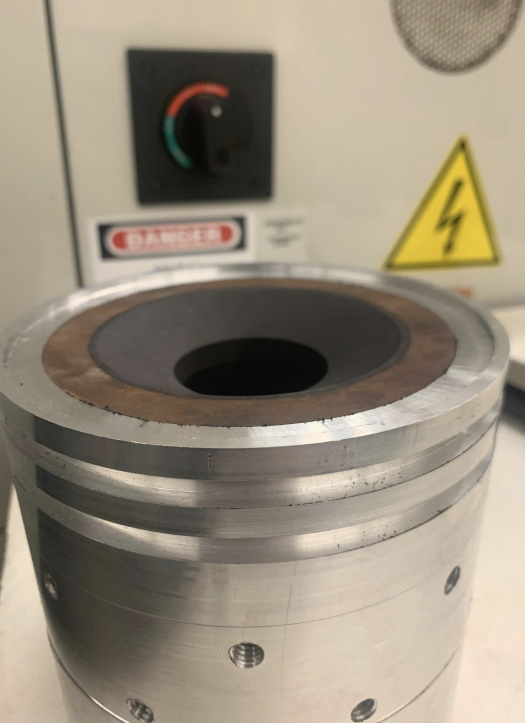
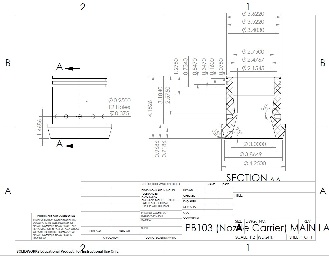
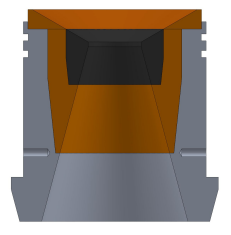
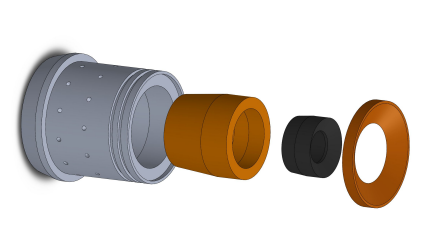
One example is machining the booster nozzle assembly. These are the four parts of the nozzle assembly. We have the aluminum nozzle carrier, the phenolic insert, the graphite insert, which has the throat of the nozzle, and the phenolic nozzle cap. To machine this, we would use the bandsaw to cut stock to size, the lathe to make cylindrically symmetric cuts, and the radial indexer to make the bolt holes.
Now, we move onto assembling the whole rocket motor
Dry Fit
Grainbond
Assemble nozzle and FC with RTV, set aside to cure
Grease and install o-rings in the nozzle and FC
Coat the liner with grease and install into case
Install closures into case and secure with bolts
Seal nozzle if storing for more than a day or two

A dry fit is the first step in the assembly process. We put together all the components without glue or grease. This makes sure everything can actually fit together, and verifies the dimensions. Always do this before final assembly to avoid costly mistakes
The next step is grain bonding. If the motor is made of separate grains, you must bond the m to the liner. We’ve had good results using laminating epoxy and RTV. Before assembly, weigh the grains, and include a spacer o ring between grains to allow the faces to burn.

After this, we assemble the nozzle. We glue the graphite insert into the phenolic liner, and the liner to the aluminum holder. We add o-rings to ensure a proper seal, and insert that to the motor case, and screw everything together

The forward closure follows a similar assembly procedure to the nozzle

Then, we slide and glue in the liner and grains into the case

This is the final assembled motor, with all the grains, nozzle, and forward closure attached securely.