...
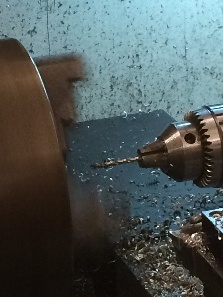
- Secure the bolt in the chuck (preferably a collet chuck for a 1/4-20 screw) of a lathe (head end pointing outward).
- Using a center drill, create an indentation in the cap.
- Using a 8-32 tap drill size (INSERT DRILL SIZE HEREsize 29), slowly drill through the bolt. Use coolant or oil to prevent overheating of the drill bit or part.
- During the initial production round, we used a speed of 400 RPM and a feed of about 0.001" per 1-2 seconds.
- Drill approximately halfway through the bolt, bring the drill bit out, re-oil it, and continue drilling.
- Do not let the drill bit sit inside the screw without moving it.
- Tap the hole with an 8-32 tap. (ELABORATE)
- Turn OFF the lathe.
- Replace the drill bit with a center.
- Tap through the bolt with good form.

3 5. After removing the bolt from the chuck, secure it in a pair of pliers.
4 6. Use a grinder (or a drill press with appropriate mounting) to de-burr the end of the screws, which may have sharp pieces poking out of them.
...